Welding Consumable Handling Procedure

Welding Consumables Handling Procedure Welding Business Process

Selection Table For The Respective Welding Consumables And Welding Download Scientific Diagram

Proper Storage Of Welding Consumables Welding Answers

226701348 Welding Consumables Ppt Welding Chemical Elements

Heating Oven For Welding Electrodes Heating Oven For Welding Electrodes In 2020 Welding Electrodes Welding Electrodes
Welding Of Medium High Carbon Steels And Special Steels Education Center Kobelco Kobe Steel Ltd

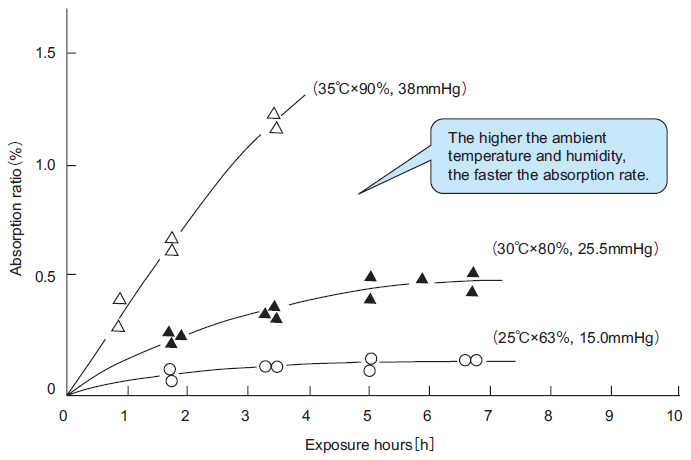
Moreover it s recommended to place the drying case maintaining 100 120 c around.
Welding consumable handling procedure. 1 1 0 scope this procedure describes the minimum requirements to be complied with for receipt storage issue handling and treatment of welding consumables prior to use in order to ensure acceptable weld quality during fabrication erection. If relative humidity exceeds 60 cored wires should not be left unprotected for more than 24 hours. 4 3 welding filler material. Selection of the welding consumables is the responsibility of contractor.
Covered electrode handling and keeping standards of electrodes sufficiently dried welding consumables do need the storage in order to prevent from re moisture absorption during taking in and out the goods by employees. Electrodes to be re dried should be removed from the can and spread out in the oven because each electrode must reach the drying temperature. 1 1 storage conditions. Adequate storage handling and re conditioning of electrodes vary according to type.
Welding consumable control procedure page. And storage procedure. This will avoid possible contamination with condensation. This includes careful and proper storage and handling all stock to prevent dust and organic compounds including body oils contaminating the strip surface.
3 of 7 rev. 3 heat lot no. At the end of the day he shall gather all quivers and take to the welding material control room. The summary below provides guidelines as to the proper storage of stick electrodes flux cored wires metal cored wires and solid wires mig wire and tig cut length.
Issues of consumables are to be recorded on consumable issue report. Welding consumables handling procedure table of content 1 general 2 receiving and receiving inspection 3 welding consumables store 4 welding consumables ovens 5 disbursement of welding consumables 6 return or reassignment of unused filler material 7 optional welding consumables color coding 8 attachments. Welding consumables should be stored in their original unopened packaging in an area shielded from the elements. When issuing welding consumables from storage for welding where there is a significant difference in temperature between the two areas products should be allowed to reach the ambient temperature of the welding fabrication area before the packaging is opened.
Welding operators must keep strips as clean and protected as possible. 4 3 the material controller welding foreman shall monitor check his welder s portable oven quivers are plugged to power source all the time. A page 5 of. Off while welding or if there is a noticeable difference in handling or arc characteristics such as insufficient arc force.
Management of welding consumables 1.

7 Effective Ways To Prevent Weld Undercutting Welding Table Welding Welding Process
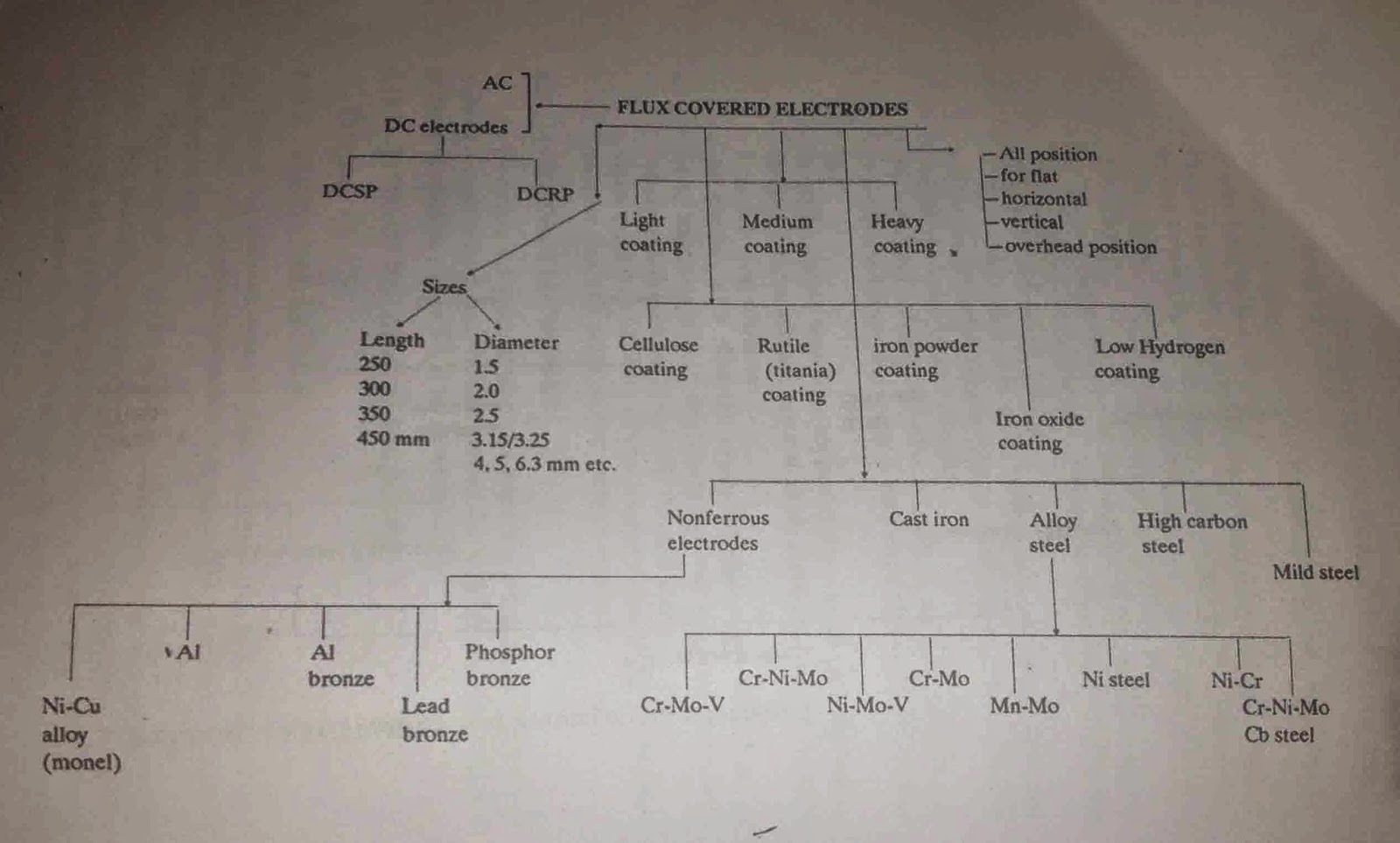
Mechanical Engineering Types Welding Electrodes Explained Non Consumable Consumable Electrodes
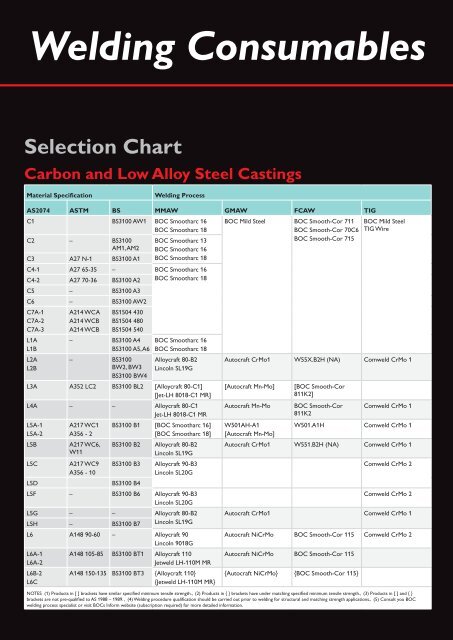
To Download The Boc Welding Consumables Selection Chart

Arc Blow Weld World In 2020 Welding Electrodes Weld Blow
Https Rules Dnvgl Com Docs Pdf Dnvgl Cp 2016 03 Dnvgl Cp 0069 Pdf
An Educational Platform Imparting Eloquent Learning On Welding Procedures Techniques Tactics Repairs Safety And Quality Inspection Welding Welding Process

Pin On Hse Profession

Non Consumable Thorium Tungsten Electrode Tig Welding Welding Tig Welding Process

Welding Consumable And Storage Procedure Pdf Document

Pin On Welding

Pin On Weldtech

Tig Welding Tungsten Electrodes Pure Tungsten 1 8a X 7a Green Wp 10 Pack Review Tig Welding Gas Tungsten Arc Welding Welding

Silver Brazing Demo Stainless Steel Brass Copper Brazing Soldering Welding Consumables

Imagen Relacionada With Images Welding Electrodes Welding

What Does Dcen Stand For In Welding Welding Welding Jobs Welding Electrodes

Lincoln Electric 300 Amp Ranger 305 D Diesel Engine Driven Multi Process Dc Welder 10 Kw Peak Generator Kubota Tier 4 Diesel Welder Generator Ranger Welding Trucks

Different Types Of Welding Rods The Ultimate Guide Welding Rods Types Of Welding Welding Projects

Stick Amps Vs Rod Size Vs Metal Thickness Welding Rod Chart Metal Welding Welding Tips

Preventing Weld Defects Through Proper Consumables Care

1g Position Coated Welding Electrode Upweld 1 Welding Search Engine Welding Electrodes Welding Welding Projects

Welding Electrode Numbers Mean Google Search Welding Electrodes Welding Table Welding Rods

5 5 Welding Electrodes Classification Suffix Steel Alloy Type Suffix Number Description Ul Li A1 Carbon Molybd Welding Electrodes Welding Electrodes

Electrode Welding Electrodes Welding Rods Welding

Mig Welding Wire Charts Airgas Com Welding Wire Welding And Fabrication Welding

Storing And Redrying Electrodes

Fcaw G Electrode Usability Designators Flux Cored Arc Welding Gas Metal Arc Welding Shielded Metal Arc Welding

Field Service Management Market Report 2021 Qyresearch Survey Report Survey Report Marketing Surveys

Wps In Welding Google Search Welding Tips Gtaw Wps

Difference Between Mig And Tig Welding Cable Variance Jainflex Welding Cable Tig Welding Welding

Welding Electrodes For Thermal Power Plantss


Pin On Welding Projects

Choose A Best Organization For Buying Welders For Sale

Pin By Weld World On Weldtech In 2020 Submerged Arc Welding Gmaw Gmaw Welding

Which Gas Is Used In Tig Welding Tig Welding Welding Gas Supply

Elements Of A Welding Symbol Printable Chart Welding Chart

Cswip 3 0 Twi Visual Welding Inspector For Plate A Course And Exam Guideline Engineering Blog In 2020 Welding Inspector Exam Exam Results

Welding Electrodes For Thermal Power Plantss Schweissideen

Exhibit No 34 Welding Consumables Receiving Inspection Record

What Is Smaw Welding Procedure

This Is Our Weldingholder Hbeh 328 Holland Type 300a Plasma Welding Welding Machine Welding

Lincoln Electric K2378 1 Medium Canvas Cover In 2020 Welding Consumables Welding Tools

Visit Here And Get India S Best Cast Iron Welding Electrode Manufacturers That Is Nishitthermitalloyspvtltd We Are Leading M It Cast Welding Electrodes

